Несмотря на большое
многообразие типов, конструктивного оформления, мощности и назначения, машины
контактной сварки классифицируют по разным признакам:
- виду
сварки (точечные, рельефные, шовные, стыковые);
- назначению
(универсальные или общего назначения и специальные);
- способу
установки (стационарные, передвижные или подвесные);
- роду
питания, преобразования или аккумулирования энергии (однофазные переменного
тока, трехфазные низкочастотные, с выпрямлением тока во вторичном контуре,
конденсаторные);
- виду
привода в механизмах давления (с ручным, грузовым, пружинным,
электродвигательным, пневматическим, гидравлическим, электромагнитным и реже с
другими типами приводов);
- степени автоматизации.
Машина точечной сварки (рис. 1) имеет корпус 7, внутри
которого или рядом расположен сварочный трансформатор 2. Колодки вторичного
витка 14 соединены с консолями 7 и 10, электрододержателями 8 и электродами 9
гибким 3, 12 и жесткими 4, 11, 13 шинами. Один из электродов (как правило,
верхний) перемещается вместе с ползуном 15 механизмом сжатия 16 и сжимает
детали. Для разгрузки и повышения жесткости нижней консоли служит кронштейн 5,
который может перемещаться вверх и вниз домкратом 6.
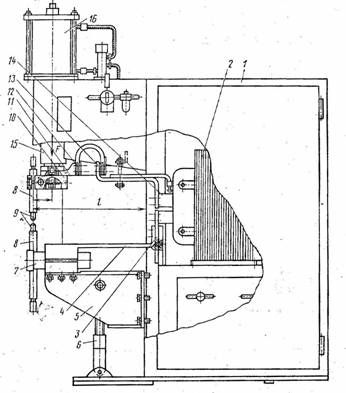
Рис. 1. Машина точечной сварки
Машины рельефной сварки во многом аналогичны точечным.
Однако они имеют массивные контактные плиты для крепления оснастки, более
жесткий корпус и кронштейны, а также минимальное поперечное смещение ползуна в
направляющих. Усиленный привод механизма сжатия имеет также и улучшенные
динамические характеристики. Машины нередко имеют два сварочных трансформатора,
расположенных по сторонам корпуса и включенных параллельно. Такие машины
рассчитаны на возможность одновременной сварки нескольких точек с плавным
нарастанием или пульсирующим включением тока.
В корпусе машины шовной сварки размещены сварочный трансформатор и механизм вращения роликов с электроприводом . Электроды в виде вращающихся роликов вместе с системами токоподвода образуют верхнюю и нижнюю роликовые головки. Верхний ролик перемещается вместе с ползуном от механизма сжатия с пневмоприводом. При сварке с наружным охлаждением используют корыто для слива воды. В современных машинах шовной сварки обычно предусмотрена несложная переналадка верхней и нижней роликовых головок для сварки поперечных и продольных швов обечаек. Однако выпускаются машины только для поперечных или продольных швов.
Машина стыковой сварки имеет следующие основные узлы и
элементы. На станине установлены
неподвижная и подвижная плиты с размещенными на них устройствами и для зажатия свариваемых деталей. Подвижная
плита перемещается по направляющим с
помощью механизма подачи . Вторичный виток сварочного трансформатора через токоподводы и губки зажимных устройств подключен к свариваемым
деталям.
Специальные машины сваривают группу типовых деталей или определенный узел. Конструкция и
компоновка таких машин весьма разнообразны в зависимости от вида сварки, формы
и размеров деталей, степени автоматизации вспомогательных операций.
















